|
4Cr16 模具钢是一种高度精炼的模具质量不锈钢,经过精心设计,具有优异的抛光性,良好的耐腐蚀性和良好的耐磨性。4Cr16 使用电弧炉熔化,通过氩 - 氧 - 脱碳(AOD)工艺精制,并使用真空电弧或电渣重熔进一步提高到航空航天质量水平。这些特殊的熔化和锻造方法可实现超高的微观清洁度和均匀的微观结构。
4Cr16 是用于制造模具的优质材料,需要高硬度以实现良好的分型线保持和有色树脂之间的密封。它还能抵抗某些树脂成型过程中产生的腐蚀性蒸汽的侵蚀。耐腐蚀性还可以增强在潮湿环境中扩展的工具存储。高清洁度和均匀性使4Cr16 成为需要光刻/纹理化或最高镜片质量抛光表面的模腔的绝佳选择。
应用:模腔,挤出模具,餐具,外科和牙科器械,仪表,阀门,轴,凸轮和滚珠轴承。
|
碳
|
锰
|
硅
|
铬
|
钒
|
|
0.38
|
0.45
|
0.40
|
13.60
|
0.30
|
4Cr16化学成分
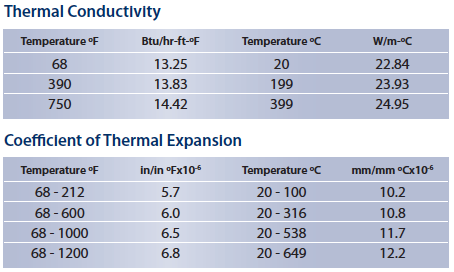
4Cr16物理特性
密度: 0.280 lb / in 3(7750 kg / m 3)
比重: 7.75
弹性模量: 29 x 10 6 psi(200 GPa)
电阻率:在70°F(21°C)时为54.8 uOhm-cm
可加工性: 1%碳钢的55-60%
4Cr16热处理说明
硬化
临界温度: Ac1:1475ºF(802ºC)Ac3:1585ºF(863ºC)
预热:为了最大限度地减少复杂工具的变形,请使用双预热。加热速度不超过每小时400º(每小时222ºC)至1150-1250ºF(621-677ºC),均衡,然后升至1400-1500ºF(760-816ºC)并均衡。对于普通工具,仅使用第二温度作为单一预热处理。
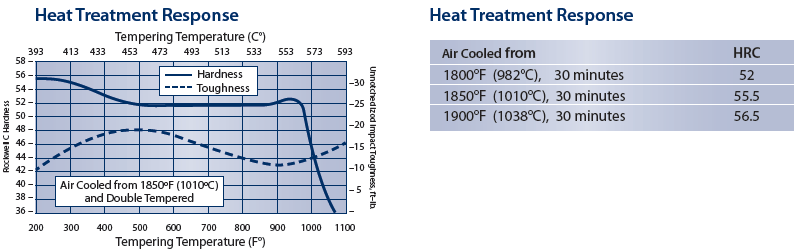
奥氏体化(高温):从预热中迅速加热。炉或盐:1800-1900°F(982-1038°C)。为获得最大韧性,请使用1800ºF(982ºC)。为了最大程度地抵抗热疲劳,请使用1900ºF(1038ºC)。
淬火:空气,加压气体或温油。截面厚度最大为5英寸(127毫米)。每增加一英寸(25.4毫米)厚度,再加10分钟的浸泡时间。对于加压气体,需要最低淬火速率为每分钟约30ºF(18ºC)至低于1000ºF(538ºC),以获得钢材的最佳性能。对于油,淬火至黑色,约900ºF(482ºC),然后在静止空气中冷却至150-125ºF(66-51ºC)。
回火:淬火后立即回火。700ºF(371ºC)的典型回火范围将导致硬度约为51至53 HRC。但是,可以使用400至775℉(204-413℃)范围内的回火温度。在回火温度下保持每英寸(25.4mm)厚度1小时,但不少于4小时,然后空气冷却至环境温度。需要双重回火。为了最大限度地提高韧性,建议采用第三种方法。
4Cr16退火
退火必须在热加工后和再硬化之前进行。以不超过400°F /小时(222°C /小时)至1525-1625°F(830-885°C)的速率加热,并保持每英寸最大厚度1小时的温度; 最少2小时。然后用炉子以不超过40°F /小时(22°C /小时)至1000°F(538°C)的速率缓慢冷却。继续在炉中或空气中冷却至环境温度。所得硬度应最大为235 HBW。
|



